
La scelta dipende da quanto materiale devi togliere e da quanto fine deve essere la finitura
- L’orbitale è più controllabile e rende al meglio in finitura, microfinitura e passaggi tra una mano e l’altra.
- La roto-orbitale unisce oscillazione e rotazione, quindi rimuove più rapidamente vecchi strati e lavora meglio su superfici ampie.
- Su vernici e smalti contano molto grana abrasiva, aspirazione e pressione esercitata sul pezzo.
- Su bordi, spigoli e particolari delicati l’orbitale riduce il rischio di lasciare aloni o di attraversare il film di vernice.
- Su porte, pannelli e ripristini più pesanti la roto-orbitale fa risparmiare tempo, ma va guidata con più attenzione.
Come cambia il movimento sulla superficie
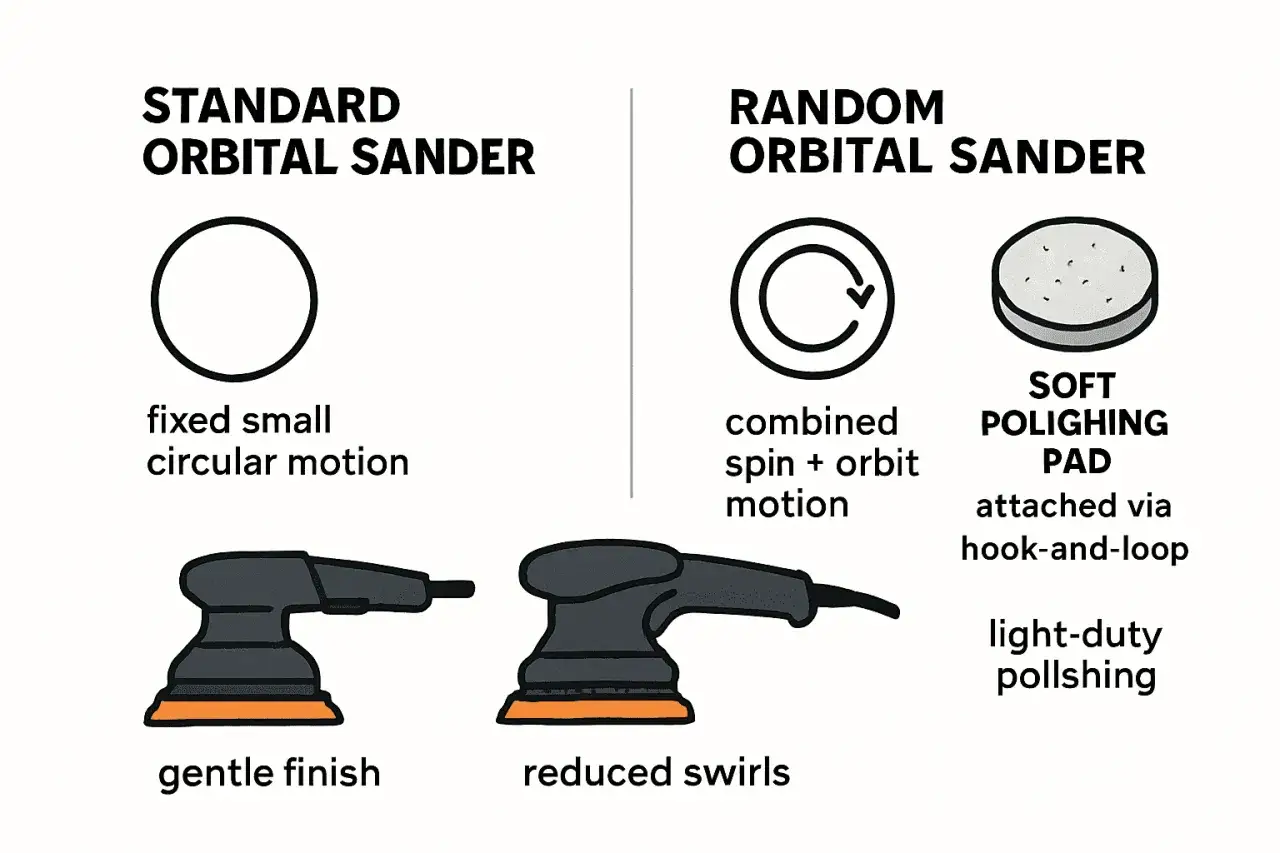
Io distinguo i due utensili partendo dal movimento, non dall’etichetta commerciale. L’orbitale lavora con una corsa breve e controllata; la roto-orbitale somma oscillazione e rotazione del platorello, cioè del supporto dell’abrasivo, e per questo ha più capacità di taglio.
In pratica, la prima nasce per togliere poco e bene, la seconda per togliere di più senza trasformare la superficie in un campo di segni. Su pitture e vernici questa differenza conta molto: un fondo da opacizzare richiede precisione, una vecchia mano rovinata dal tempo richiede invece rapidità.
Un dettaglio che spesso viene ignorato è che nei cataloghi il nome non sempre basta. Io guardo sempre il movimento reale e il diametro del platorello, perché è lì che si capisce quanto l’utensile è adatto a una finitura fine o a un ripristino più energico.
Da qui si capisce perché una macchina sia più adatta alla rifinitura e l’altra al ripristino; nel passaggio successivo entro nel caso più delicato, cioè la finitura su vernici già stese.
Quando l’orbitale è la scelta più pulita
Su una mano di fondo già asciutta, su uno smalto opaco o su una vernice da uniformare, l’orbitale resta la macchina più prevedibile. È la scelta che preferisco quando il problema non è “togliere tanto”, ma non rovinare quello che c’è già.
La uso soprattutto in questi casi:
- Tra una mano e l’altra, quando devo creare ancoraggio e uniformità senza scavare.
- Su spigoli, cornici, ante e particolari piccoli, dove il controllo vale più della velocità.
- Quando serve una microfinitura coerente prima di un ciclo lucido o satinato.
- Quando il supporto è delicato e il rischio di attraversare il film è alto.
Con questo tipo di lavoro parto spesso da grane tra 180 e 240, poi salgo a 320 o 400 se devo preparare una finitura molto pulita. Nei modelli più orientati alla rifinitura, una corsa di 3 mm è la scelta più fine; una corsa di 5 mm tende a essere più adatta ai passaggi intermedi.
Qui la leva decisiva non è la forza, ma la regolarità del gesto. Se l’utensile fa il suo lavoro senza chiedere pressione, il fondo resta omogeneo e la mano successiva aderisce meglio. Quando però il rivestimento è rovinato o c’è da togliere materiale vero, il quadro cambia.
Quando la roto-orbitale fa davvero guadagnare tempo
La roto-orbitale diventa interessante appena la superficie è grande, il difetto è visibile o la vecchia finitura va rimossa in fretta. La combinazione tra oscillazione e rotazione del platorello rende il taglio più deciso, ma senza la brutalità di una rotativa pura: per questo è diventata la macchina più versatile nei ripristini su porte, pannelli, mobili e superfici estese.
La scelgo soprattutto per:
- Rimozione di vecchie pitture o vernici non più sane.
- Livellamento di stucco, fondo o trasparente prima della finitura.
- Lavori su ampie superfici dove il tempo conta più del controllo al millimetro.
- Passaggi intermedi, soprattutto con orbite da circa 3 mm; su alcuni modelli si sale verso 5 mm per aumentare l’asportazione.
Io la considero anche quando so che dovrò alternare sgrossatura e rifinitura con la stessa macchina. Su un platorello da 125 mm hai più maneggevolezza, su uno da 150 mm guadagni copertura e ritmo sui piani grandi. Il costo iniziale sale, ma si recupera se il lavoro è di ripristino o se il pezzo è esteso. A questo punto il confronto numerico aiuta a vedere le differenze senza ambiguità.
Confronto pratico tra precisione, asportazione e rischio di segni
Io la semplifico così: una macchina protegge il risultato, l’altra salva il tempo. La tabella sotto mette a confronto le differenze che contano davvero quando lavori su pitture e vernici.
| Criterio | Orbitale | Roto-orbitale |
|---|---|---|
| Movimento | Corsa breve e regolare, pensata per la finitura. | Oscillazione + rotazione del platorello, quindi azione più aggressiva. |
| Asportazione | Bassa o media, ideale per uniformare senza scavare. | Media o alta, utile per rimuovere vecchi strati o difetti più evidenti. |
| Rischio di segni | Più basso, soprattutto con grane fini. | Più alto se premi troppo o usi una grana inadatta. |
| Bordi e particolari | Più gestibile su spigoli, angoli e piccoli elementi. | Meno precisa sui bordi, ma più rapida sui piani ampi. |
| Grane tipiche | 180-240 per i passaggi intermedi, 320-400 per la finitura. | 80-120 per il ripristino, 150-240 per i passaggi successivi, fino a 320-400 se serve rifinire. |
| Superfici ideali | Ante, cornici, modanature, riprese locali, microfinitura. | Porte, pannelli, grandi piani, vecchi strati da recuperare. |
Se il tuo obiettivo è lasciare una superficie pronta per la mano successiva, l’orbitale vince per pulizia; se devi recuperare materiale e tempo, la roto-orbitale è più efficace. Il punto debole della seconda non è la qualità, ma l’uso sbagliato: se la premi o usi una grana troppo aggressiva, i segni si vedono subito. Ed è proprio qui che gli errori più comuni fanno la differenza.
Gli errori che rovinano una finitura già pronta
Quando un lavoro di verniciatura si rovina in carteggiatura, quasi mai è colpa della macchina da sola. Di solito il problema è una combinazione di grana, pressione, aspirazione e fretta.
- Partire troppo grosso: su una vernice ancora sana, una grana 80 può lasciare segni inutili e troppo profondi.
- Premere per accelerare: la macchina deve lavorare da sola; la pressione eccessiva blocca il movimento e aumenta il rischio di aloni.
- Saltare le grane intermedie: passare da 120 a 320 in un solo colpo è spesso una scorciatoia che si paga dopo.
- Trascurare i bordi: sullo spigolo il film si assottiglia prima e il buco arriva in fretta.
- Ignorare l’aspirazione: la polvere residua intasa l’abrasivo, sporca il supporto e peggiora la regolarità del risultato.
Io faccio sempre una prova in un punto nascosto quando non conosco bene il ciclo precedente. Se la vernice si impasta, si scalda o si segna troppo in fretta, cambio immediatamente grana o utensile. Su cicli datati o sconosciuti è il modo più rapido per evitare danni inutili e capire se il supporto è davvero stabile.
Una volta evitati questi errori, scegliere diventa molto più semplice, perché il lavoro si legge quasi da solo. Il passaggio finale è capire come abbinare macchina, abrasivo e aspirazione al tipo di intervento.
Come scegliere grana, platorello e aspirazione
Per me la scelta giusta non parte dalla potenza, ma dal tipo di superficie e dallo stato del rivestimento. Ecco come mi regolo in pratica quando lavoro su pitture e vernici.
| Situazione | Utensile consigliato | Grana di partenza | Nota pratica |
|---|---|---|---|
| Tra due mani di fondo o smalto | Orbitale | 180-240 | Obiettivo: opacizzare e uniformare, non asportare troppo. |
| Primer da regolarizzare | Orbitale o roto-orbitale leggera | 240-320 | Meglio lavorare con aspirazione efficiente per evitare polvere residua. |
| Vernice vecchia poco aderente | Roto-orbitale | 80-120 | Fai il primo passaggio senza premere, poi sali di grana. |
| Finitura satinata o opaca | Orbitale | 320-400 | Lavora con mano leggera per non creare zone lucide irregolari. |
| Grande pannello o porta | Roto-orbitale da 125 o 150 mm | 120-180 | Il diametro da 150 mm copre più superficie, il 125 mm è più agile nei dettagli. |
| Curva lieve o superficie delicata | Orbitale con interfaccia morbida | 220-320 | L’interfaccia aiuta a distribuire meglio la pressione e a evitare segni locali. |
Se lavori spesso su superfici verniciate, l’aspirazione non è un optional: è parte del risultato. Una polvere ben rimossa ti evita rigature, intasamenti e un passaggio extra di pulizia prima della mano successiva. Sui cicli lucidi o quasi lucidi, questo dettaglio pesa più di quanto sembri.
Se dovessi tenere una sola macchina in laboratorio, ragionerei così: per lavori quasi esclusivamente di finitura prenderei prima un’orbitale leggera e ben bilanciata; per ripristini, sverniciature parziali e pannelli grandi, la priorità va alla roto-orbitale. La combinazione migliore, però, resta quella più concreta: una macchina per proteggere il risultato e una per accelerare il recupero.
Se dovessi tenerne una sola in laboratorio
Per chi lavora davvero su pitture e vernici, la scelta più sensata non è astratta: dipende dalla percentuale di finitura rispetto al ripristino. Se il tuo lavoro è fatto soprattutto di mani intermedie, microfinitura e ritocchi su elementi già preparati, l’orbitale ti dà un controllo più pulito e prevedibile.
Se invece ti capita spesso di dover recuperare vecchi strati, pareggiare difetti importanti o trattare superfici ampie, la roto-orbitale è la macchina che cambia il ritmo della giornata. Orbitale per proteggere il risultato, roto-orbitale per salvare il tempo: è la regola che uso più spesso, perché riassume bene il vero equilibrio tra qualità e produttività.
La scelta finale, in fondo, non riguarda la macchina più “forte”, ma quella che si adatta meglio al film che devi trattare. Su vernice fresca o fondo corretto vince il controllo; su superficie stanca, spessa o irregolare vince la capacità di asportazione. Se parti da lì, sbagli molto meno e la finitura arriva con meno passaggi inutili.